本文檔說(shuō)明如何使用電子凸輪型驅(qū)動(dòng)器中的自動(dòng)追剪曲線(xiàn)生成功能��。
1>相關(guān)參數(shù)
Pn[759]:曲線(xiàn)生成控制
往Pn[759]寫(xiě)3 觸發(fā)追剪曲線(xiàn)生成,完成后自動(dòng)清零
Pn[760]:曲線(xiàn)生成狀態(tài)
反映曲線(xiàn)生成的狀態(tài)����,觸發(fā)生成后變?yōu)?/span>1,成功則自動(dòng)清零�����,如果設(shè)定參數(shù)不正確
不能生成曲線(xiàn)���,則保持為1
Pn[762]‐Pn[763]:同步速度
設(shè)定飛剪同步時(shí)的同步速度,即每一度凸輪相位對(duì)應(yīng)的從軸運(yùn)行脈沖數(shù)���,單位為
pulse/度��,浮點(diǎn)型
Pn[764]‐Pn[765]:返回速度
設(shè)定飛剪同步時(shí)的返回速度����,即每一度凸輪相位對(duì)應(yīng)的從軸運(yùn)行脈沖數(shù)��,單位為
pulse/度�����,浮點(diǎn)型
Pn[766]‐Pn[767]:同步開(kāi)始相位
設(shè)定飛剪同步同步開(kāi)始的相位,單位為0.01 度�����,范圍為(0‐36000)
Pn[768]‐Pn[769]:同步結(jié)束相位
設(shè)定飛剪同步同步結(jié)束的相位�,單位為0.01 度,范圍為(0‐36000)
Pn[770]‐Pn[771]:等待相位寬度
設(shè)定飛剪完成后等待區(qū)的寬度��,單位為0.01 度�����,范圍為(0‐36000)
2>指令應(yīng)用示意
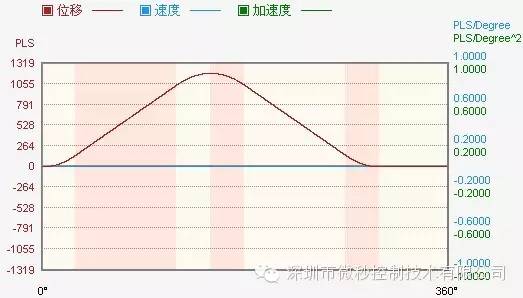
追剪的運(yùn)行速度曲線(xiàn)如下:
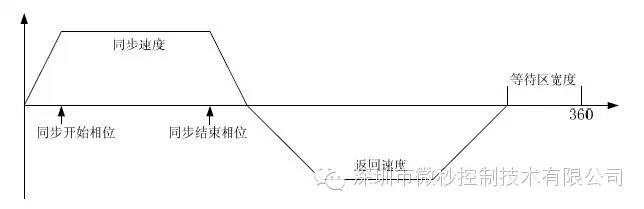
觸發(fā)生成時(shí)�,驅(qū)動(dòng)器根據(jù)用戶(hù)設(shè)定的參數(shù)自動(dòng)生成凸輪曲線(xiàn),成功則Pn[759]和Pn[760]
自動(dòng)清零�����,如果參數(shù)設(shè)定錯(cuò)誤�����,Pn[760]保持為1��。
3>使用示例
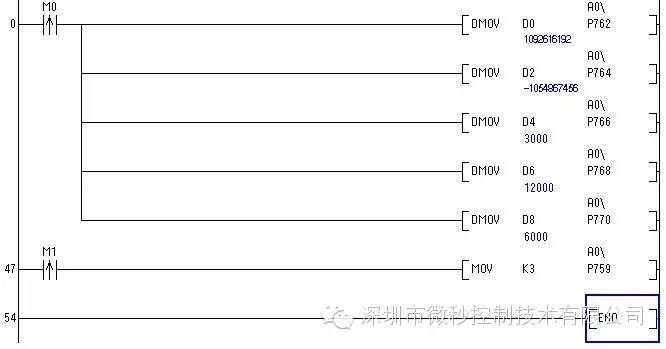
下例中���,在D0‐D1 中保存同步速度(浮點(diǎn))���,D2‐D3 中保存返回速度(浮點(diǎn))��,D4‐D5 中保存
同步開(kāi)始相位(INT32)����,D6‐D7 中保存同步結(jié)束相位(INT32)��,D8‐D9 中保存等待區(qū)寬度(INT32)��,
最后往Pn[759]寫(xiě)3 觸發(fā)曲線(xiàn)生成:
生成的曲線(xiàn)可以在后臺(tái)中讀取確認(rèn):